故障と思ったら
使用中に不具合が生じたとき、販売店やメーカーにご連絡いただく前に、是非ご確認いただきたいことがあります。
「故障!」と断定する前に、症状別に下記をお試しください。
「故障!」と断定する前に、症状別に下記をお試しください。
電源スイッチをONにしても作動しない(コントロールパネルが点灯しない)。
-
 電源側の問題
電源側の問題
・工場のブレーカーが落ちていませんか?
・コンセントが抜けていたり、抜けかかっていませんか?
・その他、溶接機までの電源供給に問題ありませんか?
電源スイッチをONにするとアラームが鳴る。
-
 圧縮エアが溶接機に供給されていない
圧縮エアが溶接機に供給されていない
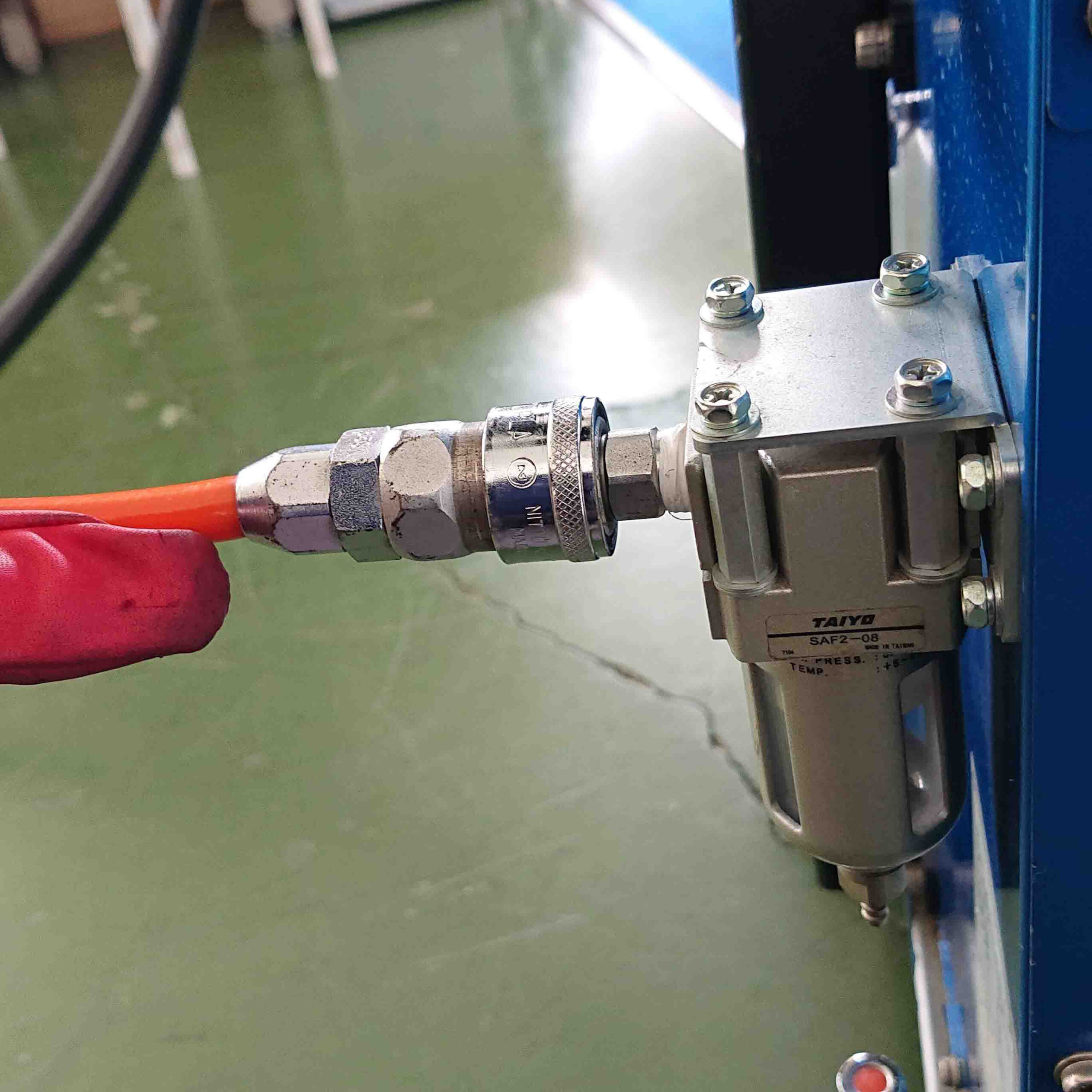
・圧縮エアが溶接機に接続されていますか?
・コンプレッサーエア圧は正常ですか?
電源スイッチをONにするだけでエアガンが加圧を始めてしまう。
-
 エア配管の問題
エア配管の問題
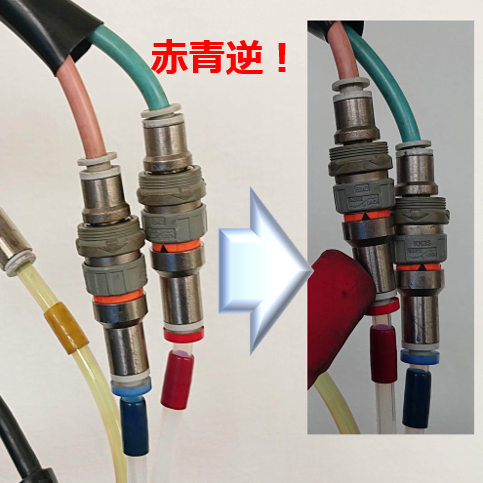
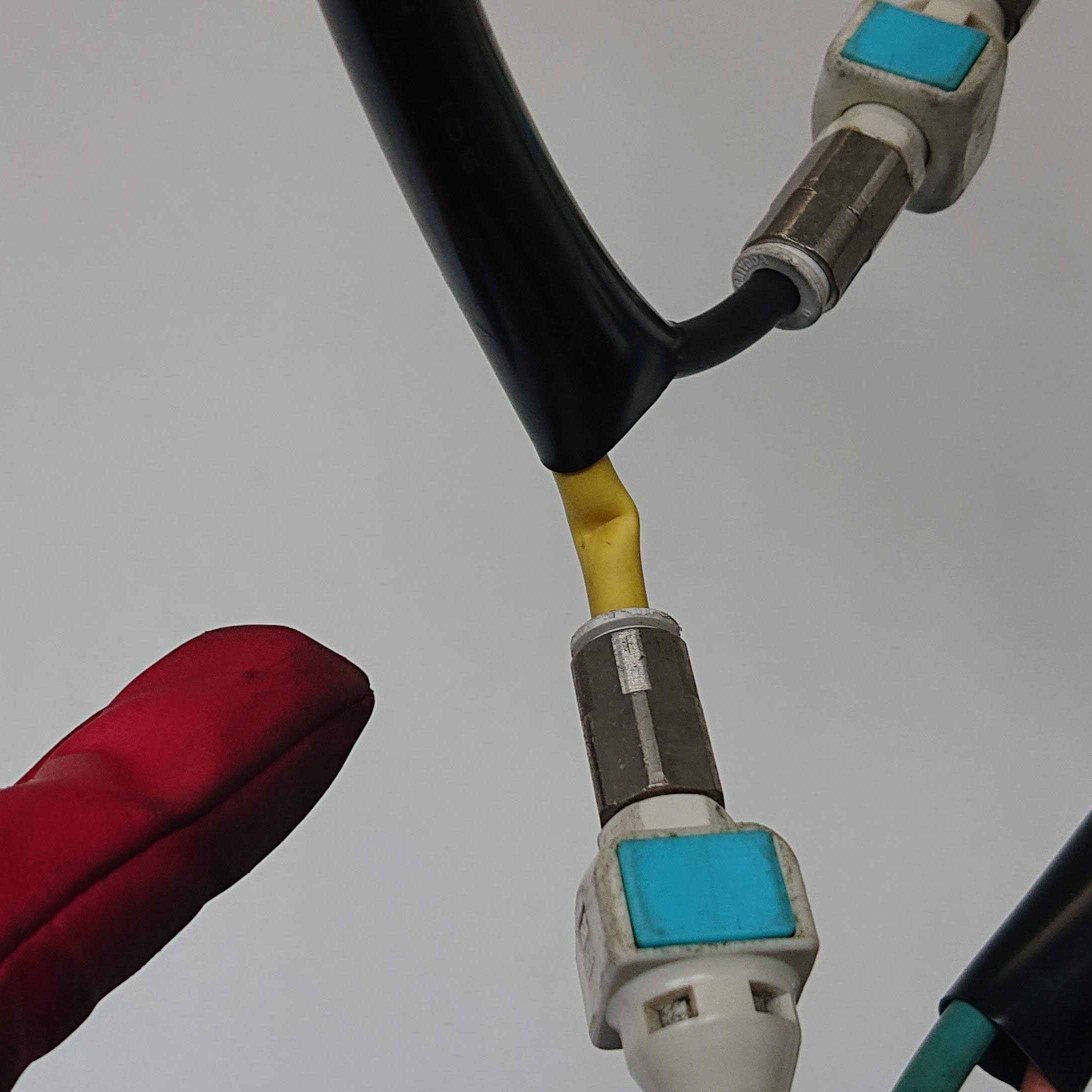
・エア配管の青ラインが加圧、赤ラインが加圧解除のエア圧力がかかります。逆につないでいませんか?
グリップのスイッチを入れても加圧しない。
-
 制御スイッチ及びスイッチコードの問題
制御スイッチ及びスイッチコードの問題
・スイッチコードのコンセントが抜けていませんか?
・スイッチコードがどこかで断線している形跡はありませんか?
上記に問題なければスイッチの不良が考えられます。
確認方法→「制御スイッチ」が作動しないときの対処方法 -

-
グリップのスイッチを入れると加圧を開始するが、途中で加圧を中止する。
-
 エアガン「YA-10」での加圧力設定が最低圧以下になっている
エアガン「YA-10」での加圧力設定が最低圧以下になっている
・加圧力設定値が100daN以下になっていませんか?
「YA-10」は高加圧域を重視した仕様になっており、設定上は可能ですが、溶接動作をスタートさせるとエラーになってしまいます。
→条件設定を高めに設定してください。
例:板厚を上げる(0.6㎜→0.8㎜)・条件を上げる(B→A)
スイッチを入れて加圧するが、通電しない。溶接電流が流れない。
-
 母材、チップに付着した絶縁物の問題
母材、チップに付着した絶縁物の問題
・チップの先端が汚れていませんか?
・母材の溶接箇所の塗膜やメッキなどはしっかりと除去されていますか? -
溶接中エアガンが発熱する。アームやシャンクが触れないくらい熱くなる。
-
 水冷が必要な個所に冷却水が回っていない
水冷が必要な個所に冷却水が回っていない
・水冷チューブのジョイント部が抜けていたり、抜けかかっていませんか?
・水冷チューブが折れ曲がったりつぶれたりしていませんか?
・冷却水に発生した不純物が詰まっていませんか?
参照→メンテナンスマニュアルP.8~ -
溶接力が弱い(気がする)。大量のスパッタが発生する。打痕が汚い。
-

-

-
 電極(チップ)の「あたり」が偏芯している
電極(チップ)の「あたり」が偏芯している
・設定加圧力に対し、使用するアームの「耐加圧力」は足りていますか?各アームそれぞれに耐加圧力の設定がありますのでご確認ください。 -
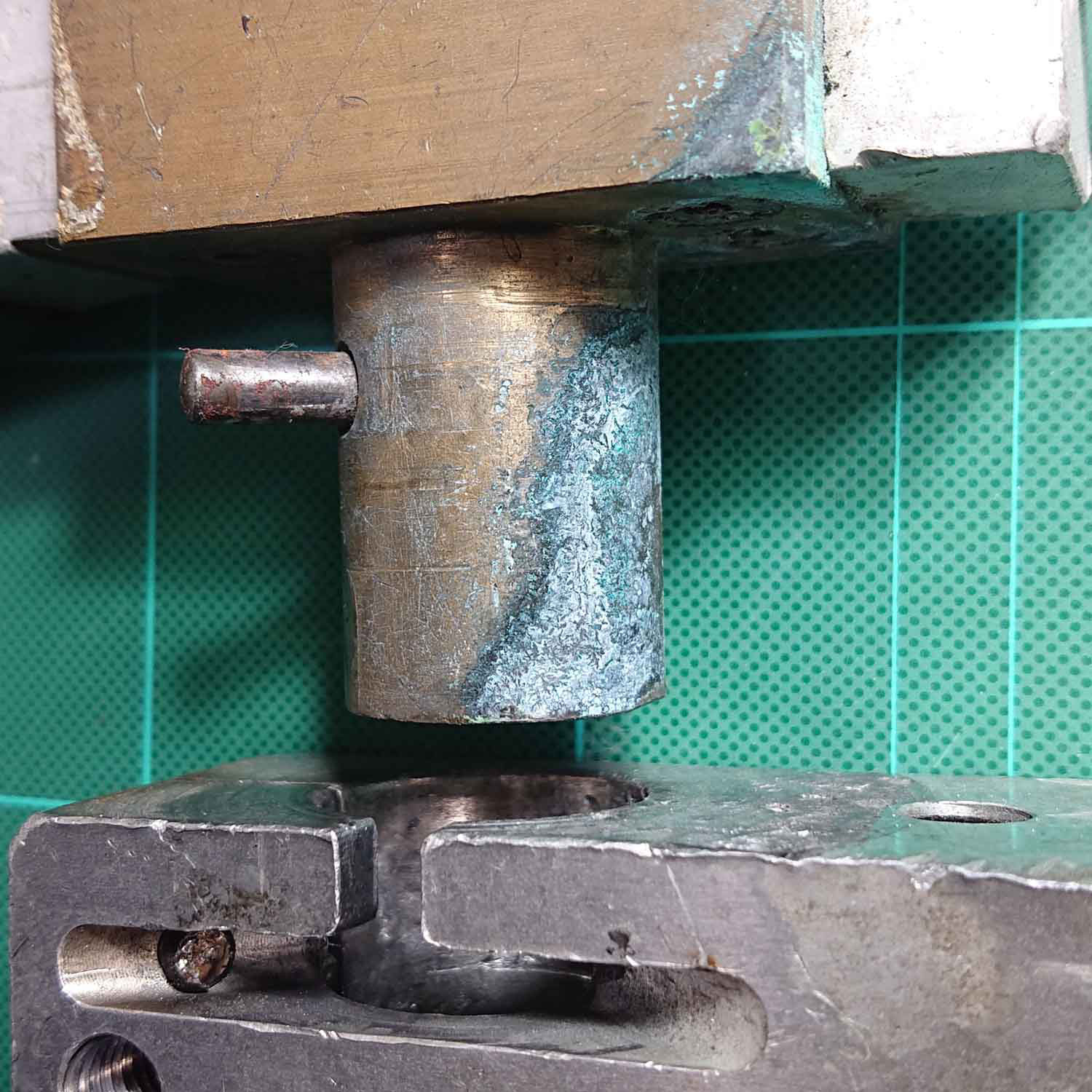
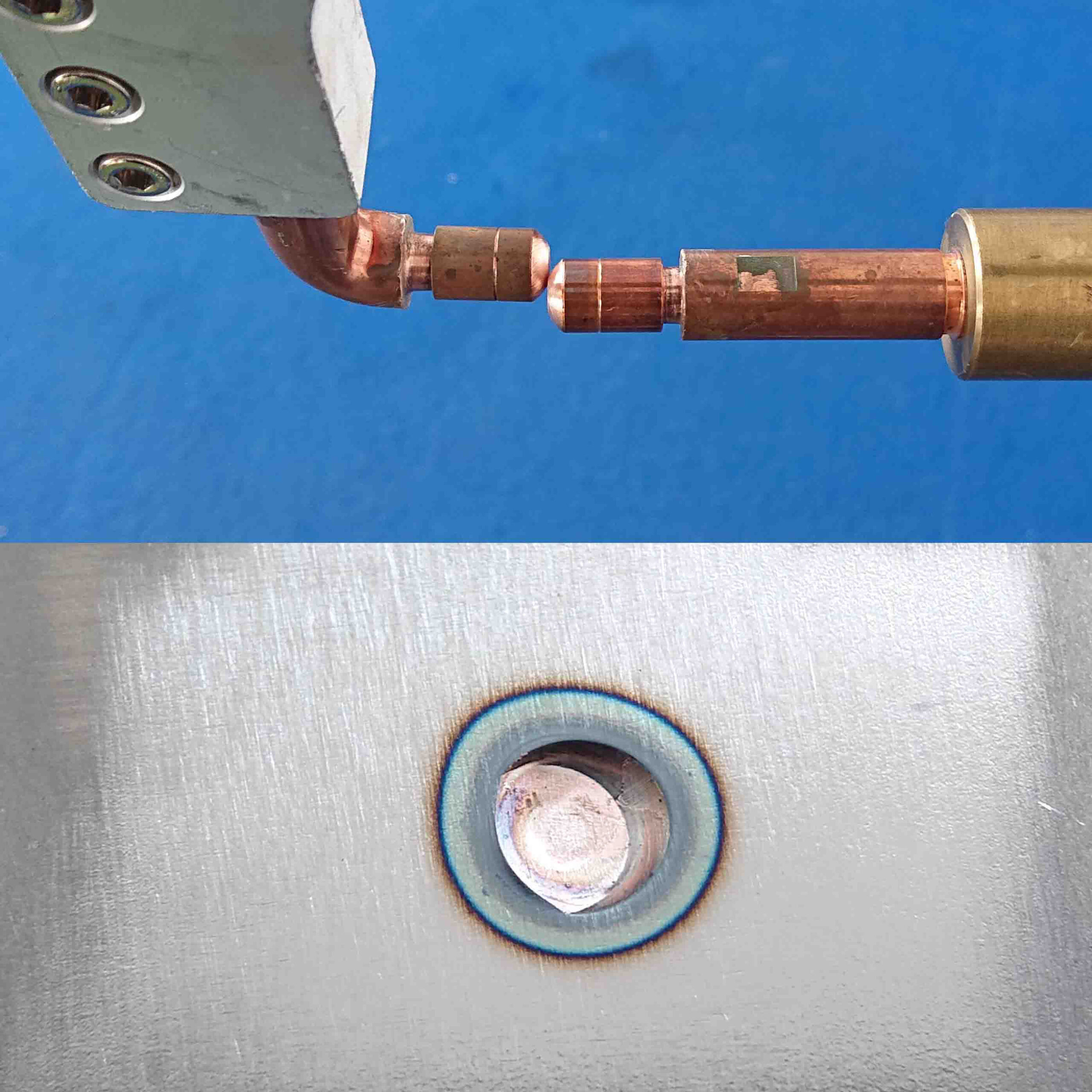 ・向き合う電極(チップ)は直線状に設置されていますか?
・向き合う電極(チップ)は直線状に設置されていますか?
参照→電極(チップ)センター合わせプロセス
溶接中にエラー音が鳴り、溶接が中止されてしまう。
-
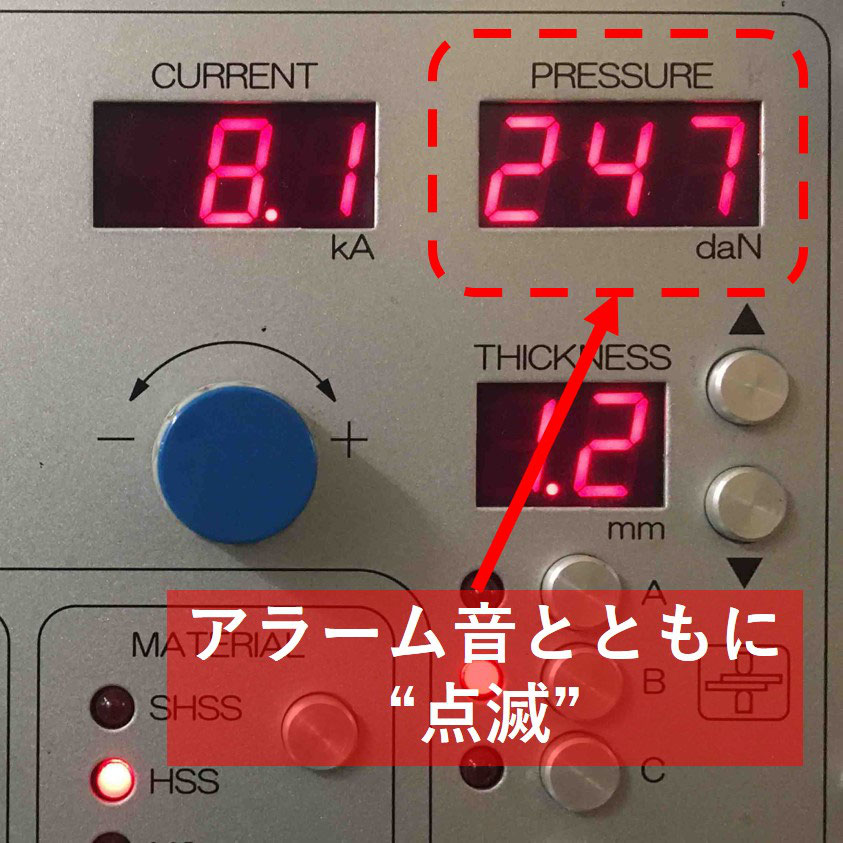 入力エア圧力が足りない
入力エア圧力が足りない
・入力側のエア圧力が足りていますか?
加圧動作の途中で、アラーム音と共に"PRESSURE(加圧力)"が点滅している場合は、設定しようとする加圧力に対し入力側のエア圧力が足りていません。
→入力エア圧を上げるか、アラームにならない範囲で条件設定してください。 -
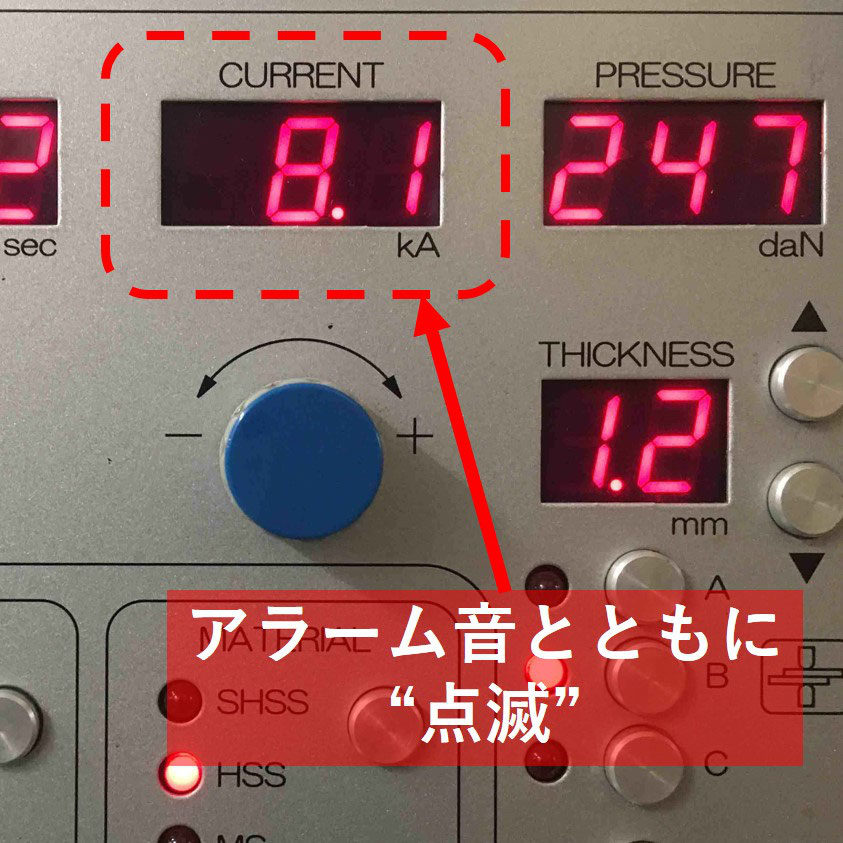 電源容量が足りない
電源容量が足りない
・設定電流値に対し、工場側の電気容量が足りていますか?
溶接中、アラーム音と共に"CURRENT(電流値)"が点滅している場合は、「溶接電流アラーム」の作動が考えられます。
参照→「溶接電流アラーム機能について」