
スポット溶接機
Spot welding machine
EZ2-20E
この度は弊社スポット溶接機「EZ2-20E」をお買い上げ、誠にありがとうございます。
安心安全な車体整備の溶接を実現するためのヒント、また高額な設備を長期間大切に使っていただくための必要情報等を掲載しています。本ガイドを熟読いただき、本製品を十分に使いこなし、貴社の安心・安全な車体整備の一翼としてご活用ください。
安心安全な車体整備の溶接を実現するためのヒント、また高額な設備を長期間大切に使っていただくための必要情報等を掲載しています。本ガイドを熟読いただき、本製品を十分に使いこなし、貴社の安心・安全な車体整備の一翼としてご活用ください。
ここでは、正しく溶接するうえでの最も重要なこと、及び機械を常に最善の状態にし、高品質な溶接を実現するだけでなく、高額な設備を長持ちさせる最低限の知識のみをピックアップして示してあります。
その他、取扱説明書なども参照し、正しい取り扱いとメンテナンスを心がけてください。
確実で正しい溶接強度を得るために、必ず励行してください!!
本製品はヤシマの「メーカーライン同等の溶接品質を、全てのボディーショップへ」という一貫したコンセプトの下、スポット溶接の3条件である「電流値」「加圧力」「通電時間」は目的の板厚をセレクトするだけで理想的な溶接強度を得るための溶接条件が自動的に設定され、挟み込み通電させることで期待される溶接強度が確保できる仕組みになっています。
-
 ただし、気を付けなくてはならないのが「電極形状」です。
ただし、気を付けなくてはならないのが「電極形状」です。
スポット溶接の3条件に匹敵するもう一つの条件である「電極形状」は、既定の範囲内に整っていることで初めてスポット溶接の3条件が活き、期待する溶接強度が得られるのです。
溶接機が自動的に設定してくれる溶接の3条件に対し、もう一つの必須条件である電極形状は作業者が自らチェックし、管理しなくてはなりません。溶接機使用前のチェックとメンテナンスは使用者の責任として励行してください。
参考文献1:第4の溶接条件「電極形状」
参考文献2:スポット溶接の基礎知識

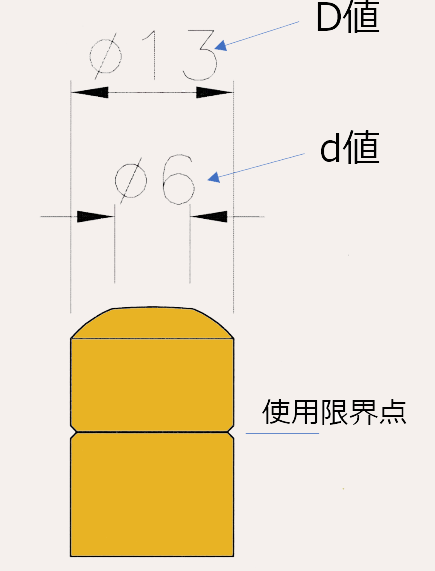
表面の汚れや多少の摩耗は専用ヤスリ(ワンダーコーン等)で成形します。

既定の先端径(d値)が確保できない場合は交換してください。
溶接機やアクセサリを長持ちさせるために、必ず励行してください!!
重要なメンテナンスの励行は溶接機の寿命を伸ばします。
高額な設備投資であり、会社の財産です。特に重要な注意点のみ記してありますので、作業者の方は日々及び定期的なチェック及びメンテナンスをお願いします。
高額な設備投資であり、会社の財産です。特に重要な注意点のみ記してありますので、作業者の方は日々及び定期的なチェック及びメンテナンスをお願いします。
1.エアガンアーム取り換え時の注意
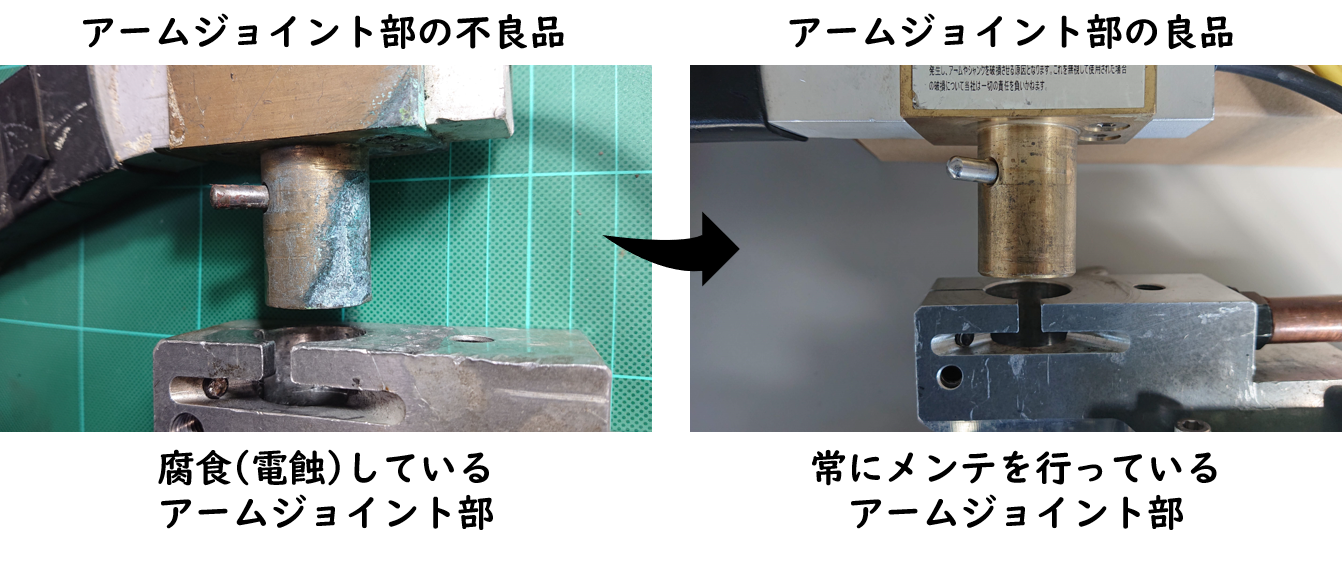
溶接ガンは、通電性に優れ且つ作業者の負担を少なくする為の軽量化を考慮し、多くの部分にアルミを使用しています。しかし、強度面で全てをアルミにすることができませんので、異種金属が嵌合する場所が多々生じます。異種金属の嵌合は電位差の影響による「電蝕」の発生原因となります。
ただし、電位差だけでは容易に電蝕せず、外気や湿気から封印された部分ではほとんど電蝕を起こしません。
気を付けなければならないのは、アームを取り換える時のジョイント部です。
元々、アームの取り換えを容易にするための「あそび」があり、また鈑金工場では削り粉やパテ粉などが付着し、特にパテ粉には水分が多分に含まれています。
パテ粉等の水分、絶縁物に加え、あそびがあるために外気が侵入することで、電蝕は飛躍的に進んでいきます。
これを全く防ぐことはできませんが、下記の要領を励行することにより大幅に電蝕を遅らせることができます。
ただし、電位差だけでは容易に電蝕せず、外気や湿気から封印された部分ではほとんど電蝕を起こしません。
気を付けなければならないのは、アームを取り換える時のジョイント部です。
元々、アームの取り換えを容易にするための「あそび」があり、また鈑金工場では削り粉やパテ粉などが付着し、特にパテ粉には水分が多分に含まれています。
パテ粉等の水分、絶縁物に加え、あそびがあるために外気が侵入することで、電蝕は飛躍的に進んでいきます。
これを全く防ぐことはできませんが、下記の要領を励行することにより大幅に電蝕を遅らせることができます。
2.冷却水が漏れ出た時の処理
本溶接機は良好な溶接品質を長時間維持するための必要個所を水冷しています。冷却水はケーブルやチューブを流れ、溶接品質や使用率を高めるために必要な個所に冷却水を供給していますが、交換が必要なアタッチメントやアームの交換時に「カプラ」等を使用し、また電極(チップ)は直接水冷となっており、これらの交換時に水漏れを発生させる時があります。
溶接機や溶接ガンにかかった冷却水をそのままにしておきますと、電蝕や錆の発生、また溶接機上部のトレイでの作業時の水漏れは内部の電子パーツ等を破損する恐れがあります。
水漏れが発生したときは絶対にそのままにせず、機械周辺にウエス等を常備し、こまめに拭きとり、エアブローで完全に乾かしてください。
溶接機や溶接ガンにかかった冷却水をそのままにしておきますと、電蝕や錆の発生、また溶接機上部のトレイでの作業時の水漏れは内部の電子パーツ等を破損する恐れがあります。
水漏れが発生したときは絶対にそのままにせず、機械周辺にウエス等を常備し、こまめに拭きとり、エアブローで完全に乾かしてください。
3.冷却水の交換
使用環境※にもよりますが、冷却水の交換推奨期間は半年に1回です。
冷却水の交換をせず、何年も放置しますと藻が発生し、また触れている金属や被覆等からも老廃物が発生し、電極交換時に少量の不純物が侵入し、流れが悪くなったり、水冷されない箇所が発生、結果焼けが生じたり、内部損傷による故障が発生する可能性があります。
また、冷却水を循環させるポンプ故障の最大の原因であり、この場合は大きな修理が必要となります。
※LLCの種類、使用する水道水、工場の平均気温、溶接機の使用頻度等
冷却水の交換をせず、何年も放置しますと藻が発生し、また触れている金属や被覆等からも老廃物が発生し、電極交換時に少量の不純物が侵入し、流れが悪くなったり、水冷されない箇所が発生、結果焼けが生じたり、内部損傷による故障が発生する可能性があります。
また、冷却水を循環させるポンプ故障の最大の原因であり、この場合は大きな修理が必要となります。
※LLCの種類、使用する水道水、工場の平均気温、溶接機の使用頻度等