ボデー修理書の読み方
SUBARU スバル 修理書の読み方
-
 スバルの溶接施工については、同社発行の「ボディ修理書(DVD)」に記載されている溶接方法の準拠が最優先です。
スバルの溶接施工については、同社発行の「ボディ修理書(DVD)」に記載されている溶接方法の準拠が最優先です。
「ボディ修理書(DVD)」の入手方法は、同社系列販売店または部品商様に依頼すれば入手することができます。
価格は5千円~1万円程度です。
また、同社のボディ修理書は「日本自動車補修協会(JARWA)」のウェブサイトでも閲覧可能です。
同協会のウェブサイト閲覧には会員登録が必要で、データ会員の月会費は¥4,000円(入会金別途)ですが、所属するユーザ団体の特別料金が適用される場合もありますのでお問い合わせください。
日本自動車補修協会(JARWA)ウエブサイトへ
ちなみに、日本自動車整備振興会の「FAINES」に整備書の掲載はありますが、ボディ修理書の掲載は今のところありません。
注意:以下に示すマニュアルについては、あくまでスバルのボディ修理書を読み解くうえでの要点をまとめたものです。
実際の溶接施工ではそれぞれの車種について情報を入手いただき、それに沿った溶接施工を行ってください。
同協会のウェブサイト閲覧には会員登録が必要で、データ会員の月会費は¥4,000円(入会金別途)ですが、所属するユーザ団体の特別料金が適用される場合もありますのでお問い合わせください。
日本自動車補修協会(JARWA)ウエブサイトへ
ちなみに、日本自動車整備振興会の「FAINES」に整備書の掲載はありますが、ボディ修理書の掲載は今のところありません。
注意:以下に示すマニュアルについては、あくまでスバルのボディ修理書を読み解くうえでの要点をまとめたものです。
実際の溶接施工ではそれぞれの車種について情報を入手いただき、それに沿った溶接施工を行ってください。
スバルは車種ごと、部位別に、かなり細かく溶接条件が指示されており、同社が公開している各車種の「溶接図」を参照しない限り、「自動車メーカの指示に従い、確実な溶接強度を確保する」ことは不可能といえるでしょう。
まず、スバルのボディ修理書溶接の総論として下記があります。
注意:十分な強度が出ない恐れがあるので、高張力鋼板を使用している箇所のスポット溶接は必ずインバーター溶接機を使用すること。
もちろん、現状溶接条件を設定して溶接できる機械は全てインバータスポット溶接機なので問題ない条件だと思いますが、ご使用の溶接機をご確認ください。
そのうえで、「レヴォーグ」を例にとってスバルの溶接に関する傾向を解説していきます。
まず、スバルのボディ修理書溶接の総論として下記があります。
注意:十分な強度が出ない恐れがあるので、高張力鋼板を使用している箇所のスポット溶接は必ずインバーター溶接機を使用すること。
もちろん、現状溶接条件を設定して溶接できる機械は全てインバータスポット溶接機なので問題ない条件だと思いますが、ご使用の溶接機をご確認ください。
そのうえで、「レヴォーグ」を例にとってスバルの溶接に関する傾向を解説していきます。
レヴォーグの溶接図(抜粋)によるスバルの溶接考察
-
 右表がレヴォーグ溶接条件表です。ご覧の通りスポットの条件が6種類、プラグが2種類あります。
右表がレヴォーグ溶接条件表です。ご覧の通りスポットの条件が6種類、プラグが2種類あります。
この6種類のスポット溶接条件をサイドパネル全域に細かく指定がなされており、スポット溶接条件を満足できないときは2種類のプラグ条件にて施工するよう指示されています。
スバル車の特徴として板組の枚数によってスポット溶接条件が細かく指定されており、かなりの注意が必要です。
YGW12は軟鋼及び引っ張り強さ490MPa級の高張力鋼板の炭酸ガス用ソリッドワイヤです。基本的に溶接後の特性はYGW16と同等で、使用するガスが違います。
どうしても炭酸ガスでやりたいという希望に応えての救済策だと思います。
確かに、YGW16を炭酸ガスで使用すれば強度も確保できないばかりか錆が心配されますが、YGW12であればこの2点の対策にはなります。
ただし、0.6㎜のワイヤ径がないのと、YGW16よりも一般的に価格が高いようです。
薄板対策、スパッタの問題、防錆鋼板への対応を考えれば、YGW16を選択しておいた方が無難だとは思います。
溶接図リンクの一例として、下記がロッカーパネルレインホースメントのスポット溶接条件です。
ご覧の様に4種類のスポット溶接条件があり、場所によってはスポット打点の隣同士でも溶接条件が違うところが散在するので注意が必要です。
これは板組の枚数が違うためです。
どの箇所にどのスポット溶接条件で打つか間違えないように、色分けするなどの印を付ける必要があります。
注意:本図は解説の為の参考図のため、実際の溶接では使用しないでください。
ご覧の様に4種類のスポット溶接条件があり、場所によってはスポット打点の隣同士でも溶接条件が違うところが散在するので注意が必要です。
これは板組の枚数が違うためです。
どの箇所にどのスポット溶接条件で打つか間違えないように、色分けするなどの印を付ける必要があります。
注意:本図は解説の為の参考図のため、実際の溶接では使用しないでください。
-
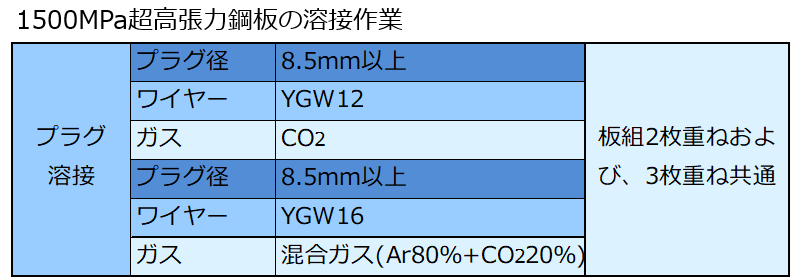 なお、BRZの一部部位には1500MPaの採用があり、溶接条件はプラグ溶接のみが指定となっています。
なお、BRZの一部部位には1500MPaの採用があり、溶接条件はプラグ溶接のみが指定となっています。
その他、980MPa以下の溶接箇所については従来通りのスポット溶接条件が設定されていますのでご確認ください。