ボデー修理書の読み方
HONDA 本田技研工業 修理書の読み方
-
 本田技研工業株式会社様(以下ホンダ)の溶接施工については、ホンダ発行の「サービスマニュアル(DVD)」に収録されている溶接方法の準拠が最優先です。
本田技研工業株式会社様(以下ホンダ)の溶接施工については、ホンダ発行の「サービスマニュアル(DVD)」に収録されている溶接方法の準拠が最優先です。
更に、新しい修理技法などは別途「ボディーサービスニュース」を通じ、系列販売店などに配信されていますので、協力工場は常にアンテナを張っておく必要があるでしょう。
また、同社は「日本自動車整備振興会」の情報サイト「FAINES」への情報供与を行っており、その中でもサービスマニュアルやボディーサービスニュースが閲覧できる仕組みになっています。
「サービスマニュアル(DVD)」の入手方法は、部品商様に依頼すれば入手することができますが、価格は5万円以上と高額で、更にボディーサービスニュース等も入手ルートを確保する必要があるため、同社の情報を安定的に得るためには「FAINES」の入会がお勧めです。
月会費は一般で¥6,000円(税別)、振興会会員は¥1,500円(税別)及び各入会金が必要ですが、同社の修理が多い鈑金工場はこちらへの加入をお勧めします。
注意:以下に示す解説については、あくまでホンダサービスマニュアルを読み解くうえでの要点をまとめたものです。
実際の溶接施工ではそれぞれの車種についてサービスマニュアルを入手いただき、それに沿った溶接施工を行ってください。
月会費は一般で¥6,000円(税別)、振興会会員は¥1,500円(税別)及び各入会金が必要ですが、同社の修理が多い鈑金工場はこちらへの加入をお勧めします。
注意:以下に示す解説については、あくまでホンダサービスマニュアルを読み解くうえでの要点をまとめたものです。
実際の溶接施工ではそれぞれの車種についてサービスマニュアルを入手いただき、それに沿った溶接施工を行ってください。
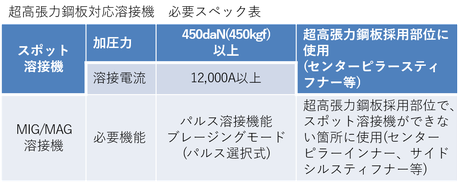
「超高張力鋼板」対応溶接機について
ホンダでは2011年12月、新たに協力工場に向けた「超高張力鋼板」対応溶接機についてという案内が出されました。
その案内を要約すると、「N-BOX」に新たに採用された構造に1,500MPaクラスの超高張力鋼板が採用され、今後の新型車に拡大採用の予定であり、今回の「N-BOX」はアッセンブリでパーツを供給するが、その後の車種に関してはパーツで供給し、溶接が必要となるので、その対策を促す内容となっています。
この対応のために検討すべき溶接機のスペックはこの表の通りです。
その案内を要約すると、「N-BOX」に新たに採用された構造に1,500MPaクラスの超高張力鋼板が採用され、今後の新型車に拡大採用の予定であり、今回の「N-BOX」はアッセンブリでパーツを供給するが、その後の車種に関してはパーツで供給し、溶接が必要となるので、その対策を促す内容となっています。
この対応のために検討すべき溶接機のスペックはこの表の通りです。
スポット溶接について
下表はホンダが公表しているスポット溶接条件一覧になります。
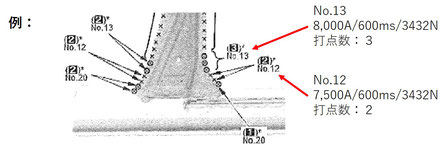
ホンダのスポット溶接は基本「溶接No.」でスポット溶接条件が決められており、溶接図には数値でなく「溶接No.」が記載されています。
この中で一番溶接電流が高いのはNo.23/24の10.500Aとなっており、一番高い加圧力はNo.24の3,923Nとなっています。
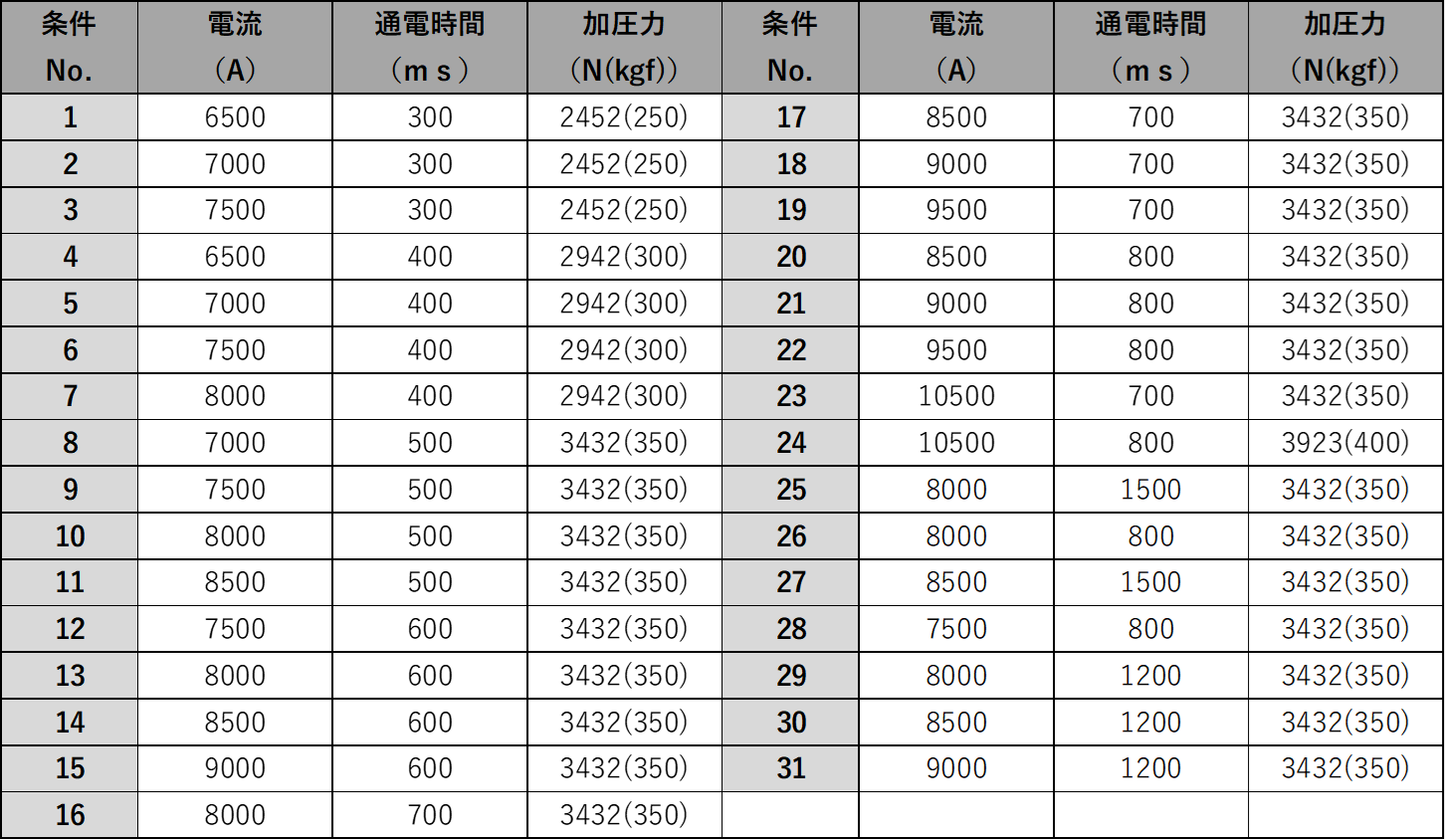
下記のように、溶接図とリンクさせて確認します。
ホンダのスポット溶接は基本「溶接No.」でスポット溶接条件が決められており、溶接図には数値でなく「溶接No.」が記載されています。
この中で一番溶接電流が高いのはNo.23/24の10.500Aとなっており、一番高い加圧力はNo.24の3,923Nとなっています。
下記のように、溶接図とリンクさせて確認します。
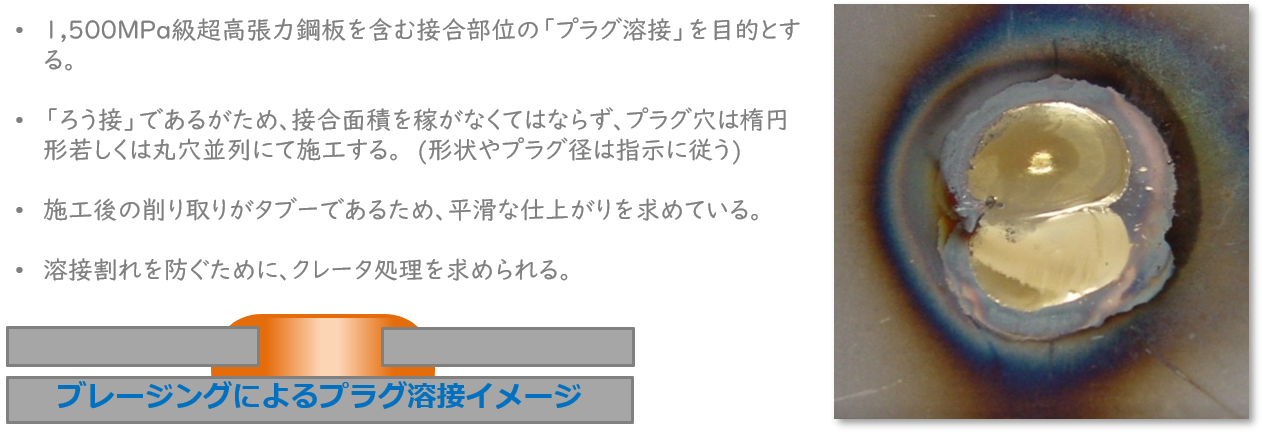
ブレージング溶接について
上記「必要スペック表」の中で、MIG/MAG溶接機の必要機能として「パルス溶接機能」とありますが、これはインバータパルスアーク溶接機を意味します。そして、もう一つの条件として記載しているのが「ブレージングモード」搭載です。このブレージングの作業がインバータパルスアーク溶接機を導入させる目的です。
入熱における母材強度低下を防止するためブレージングによる接合とし、ショートアークに比較し浸透性に勝る「スプレーアーク」により接合強度を高めることで問題解決をはかろうとしているのです。
入熱における母材強度低下を防止するためブレージングによる接合とし、ショートアークに比較し浸透性に勝る「スプレーアーク」により接合強度を高めることで問題解決をはかろうとしているのです。
ブレージング溶接の手順
-
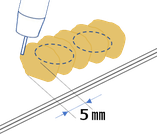
 ブレージング プラグ溶接の為の前処理
ブレージング プラグ溶接の為の前処理
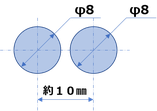
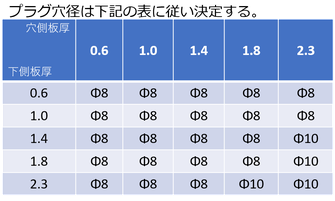
ボディーマニュアルに従い、φ8単穴またはφ8の2連穴を開ける。
2連穴の時は左図のような間隔を開ける。 -
 溶接
溶接
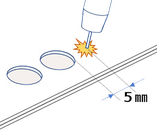
溶接機のパルス機能を使い、穴5㎜程度手前からアークを開始しする。 -
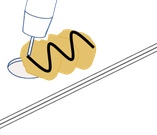 ウエイブを描くように連続して2つの穴を埋めていく。
ウエイブを描くように連続して2つの穴を埋めていく。 -
 接合の終点箇所は穴から5㎜程度オーバーさせる。
接合の終点箇所は穴から5㎜程度オーバーさせる。
接合強度の低下を防止するため、余盛部分を切削しない。
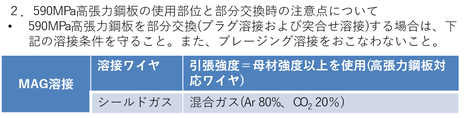
MAG溶接について
これによると、590MPa高張力鋼板を部分交換する場合のMAGプラグ溶接および突合せ溶接は、溶接ワイヤは母材強度以上の引っ張り強度を有し、シールドガスは混合ガスを使用することとあります。
今まで一般的に高張力鋼板のMAG溶接に指定されてきたJIS Z3312 YGW16は、490級高張力鋼板の混合ガス用ソリッドワイヤであるため使用できないということです。
尚、この作業にはブレージング溶接をおこなうことを禁じています。
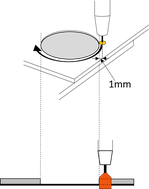
またホンダではプラグ溶接を行う時のトーチコントロールまで指定をしています。
プラグ穴径に対して、穴の縁から1mm外した箇所を狙ってアークを出すことになっています。
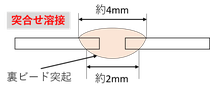
また突合せ溶接も指定があり、溶接ビードの寸法まで指定が出ています。
今まで一般的に高張力鋼板のMAG溶接に指定されてきたJIS Z3312 YGW16は、490級高張力鋼板の混合ガス用ソリッドワイヤであるため使用できないということです。
尚、この作業にはブレージング溶接をおこなうことを禁じています。
またホンダではプラグ溶接を行う時のトーチコントロールまで指定をしています。
プラグ穴径に対して、穴の縁から1mm外した箇所を狙ってアークを出すことになっています。
また突合せ溶接も指定があり、溶接ビードの寸法まで指定が出ています。
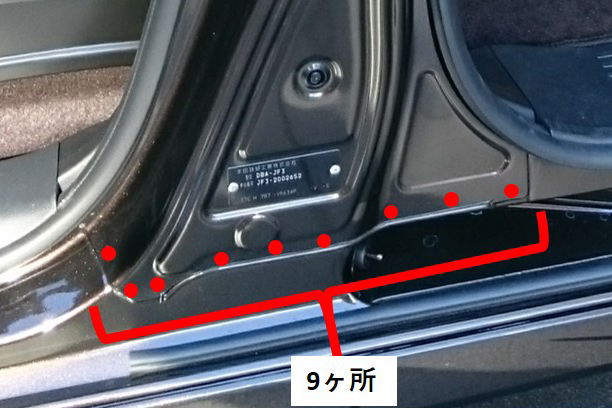
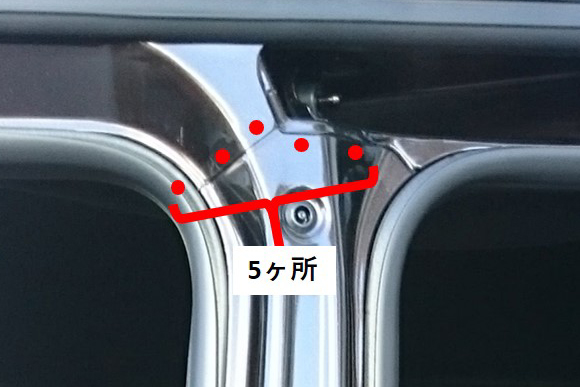
シーム溶接箇所の補修溶接について
例として、N-BOX(JF-3/JF-4)のセンタピラー交換要領です。
シーム溶接箇所:スポット溶接でピッチを20mm間隔で溶接を行います。
・シーム溶接個所のスポット溶接条件はNo.12を適用 7500A 600ms 350kgf

プラグ溶接箇所:母材強度以上の溶接ワイヤを使用し、MAG溶接を行います。
・ルーフピラーとサイドシル接合部はプラグによるMAG溶接が指定。
・高張力鋼板(340MPa以上)部品のMAG溶接する場合、母材強度以上の溶接ワイヤーを使用すること。
・シールドガスは混合ガス:Ar80%+CO220%
シーム溶接箇所:スポット溶接でピッチを20mm間隔で溶接を行います。
・シーム溶接個所のスポット溶接条件はNo.12を適用 7500A 600ms 350kgf
プラグ溶接箇所:母材強度以上の溶接ワイヤを使用し、MAG溶接を行います。
・ルーフピラーとサイドシル接合部はプラグによるMAG溶接が指定。
・高張力鋼板(340MPa以上)部品のMAG溶接する場合、母材強度以上の溶接ワイヤーを使用すること。
・シールドガスは混合ガス:Ar80%+CO220%