ボデー修理書の読み方
TOYOTA トヨタ自動車(レクサス含む) 修理書の読み方
-
 トヨタ自動車の溶接施工については、トヨタ自動車発行の「ボデー修理書」に記載されている溶接方法の準拠が最優先です。
トヨタ自動車の溶接施工については、トヨタ自動車発行の「ボデー修理書」に記載されている溶接方法の準拠が最優先です。
「ボデー修理書」の入手方法は、部品商様(トヨタ共販様等)に依頼すれば簡単に入手できます。
価格はトヨタで4千円~1万円程度、レクサスで1万円前後です。
新車発売開始から2~3か月後に流通が開始されます。
注意:以下に示すマニュアルについては、あくまでトヨタ自動車様のボデー修理書を読み解くうえでの要点をまとめたものです。
実際の溶接施工ではそれぞれの車種についてボデー修理書を入手いただき、それに沿った溶接施工を行ってください。
トヨタボデー修理書で溶接条件が示されている箇所は「980MPa超高張力鋼板を含む、2枚のパネルを溶接する場合」に限定されます。
具体的にはロッカパネル部及びセンターピラーです。
溶接条件は「スポット溶接」用と、「半自動プラグ溶接」用を用意していますので、任意に選択することが出来ます。
それぞれの溶接条件は下記に示します。
具体的にはロッカパネル部及びセンターピラーです。
溶接条件は「スポット溶接」用と、「半自動プラグ溶接」用を用意していますので、任意に選択することが出来ます。
それぞれの溶接条件は下記に示します。
-
トヨタボデー修理書で溶接条件が示されている箇所は「980MPa超高張力鋼板を含む、2枚のパネルを溶接する場合」に限定されます。
具体的にはロッカパネル部及びセンターピラーです。
溶接条件は「スポット溶接」用と、「半自動プラグ溶接」用を用意していますので、任意に選択することが出来ます。
それぞれの溶接条件は下記に示します。ロッカパネル部
 センターピラー部
センターピラー部
■980MPa超高張力鋼板を含む、2枚のパネルを溶接する場合

例:プリウス(ZVW30系)
これはプリウスのものですが、この基準をロッカパネルとセンタピラーに適用しています。
・スポット溶接
980ハイテンを含む2枚のパネルを溶接する場合の溶接条件で、今のところどの車種・部位も「電流値」と「加圧力」はすべて同じ数値です。
■980MPa超高張力鋼板を含む、3枚以上のパネルを溶接する場合
(前述の条件で2枚を溶接した後に残ったパネルをプラグ溶接する。)

・プラグ溶接
プラグ溶接では、プラグ径・ワイヤ種・シールドガスの指定をしています。プラグ径は10㎜。
ワイヤは「YGW16」。JIS規格で「JIS Z3312」に適合し、軟鋼及び490級高張力鋼板の混合ガス用ソリッドワイヤです。
混合ガスとはアルゴン80%+CO2 20%の混合ガスで、YGW16の組み合わせにより490級の引張強度を持つ溶接継ぎ手となります。ちなみにこのワイヤを「CO2」で溶接すると、溶接継ぎ手は軟鋼並みに低下しますので、絶対に行ってはなりません。
980MPa超高張力鋼板を含む、3枚以上のパネルを溶接する場合、前述の条件で2枚を溶接した後に残ったパネルをこの表の条件でプラグ溶接します。
プラグ径の部分の「従来基準と同一」とは、トヨタ作業マニュアル総説に「板厚によるプラグ径指定」がありますので、つける板の板厚でプラグ径を決めてください。
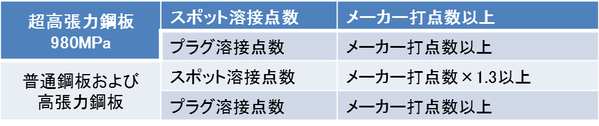
溶接点数基準では、スポット・プラグ溶接共に、980ハイテンを含む溶接をこの新基準に基づいて施工する前提でメーカ打点数以上です。
普通軟鋼及び高張力鋼板の部位をスポット溶接する場合は、従来の施工方法を前提としていますので、従来通りメーカ打点数の1.3倍です。
従って、いくら溶接機の性能に自信があるからといってもこの規定は守るべきと考えます。
■溶接点数基準
通電時間だけを車種や部位によって使い分けています。
例:プリウス(ZVW30系)
これはプリウスのものですが、この基準をロッカパネルとセンタピラーに適用しています。
・スポット溶接
980ハイテンを含む2枚のパネルを溶接する場合の溶接条件で、今のところどの車種・部位も「電流値」と「加圧力」はすべて同じ数値です。
■980MPa超高張力鋼板を含む、3枚以上のパネルを溶接する場合
(前述の条件で2枚を溶接した後に残ったパネルをプラグ溶接する。)
・プラグ溶接
プラグ溶接では、プラグ径・ワイヤ種・シールドガスの指定をしています。プラグ径は10㎜。
ワイヤは「YGW16」。JIS規格で「JIS Z3312」に適合し、軟鋼及び490級高張力鋼板の混合ガス用ソリッドワイヤです。
混合ガスとはアルゴン80%+CO2 20%の混合ガスで、YGW16の組み合わせにより490級の引張強度を持つ溶接継ぎ手となります。ちなみにこのワイヤを「CO2」で溶接すると、溶接継ぎ手は軟鋼並みに低下しますので、絶対に行ってはなりません。
980MPa超高張力鋼板を含む、3枚以上のパネルを溶接する場合、前述の条件で2枚を溶接した後に残ったパネルをこの表の条件でプラグ溶接します。
プラグ径の部分の「従来基準と同一」とは、トヨタ作業マニュアル総説に「板厚によるプラグ径指定」がありますので、つける板の板厚でプラグ径を決めてください。
溶接点数基準では、スポット・プラグ溶接共に、980ハイテンを含む溶接をこの新基準に基づいて施工する前提でメーカ打点数以上です。
普通軟鋼及び高張力鋼板の部位をスポット溶接する場合は、従来の施工方法を前提としていますので、従来通りメーカ打点数の1.3倍です。
従って、いくら溶接機の性能に自信があるからといってもこの規定は守るべきと考えます。
■溶接点数基準
通電時間だけを車種や部位によって使い分けています。