スポット溶接編
基準板厚の算定方法
-
 スポット溶接において正しい溶接強度を得るためには、目的の板厚に合わせた溶接機の条件設定を正しく行わなくてはなりません。
スポット溶接において正しい溶接強度を得るためには、目的の板厚に合わせた溶接機の条件設定を正しく行わなくてはなりません。
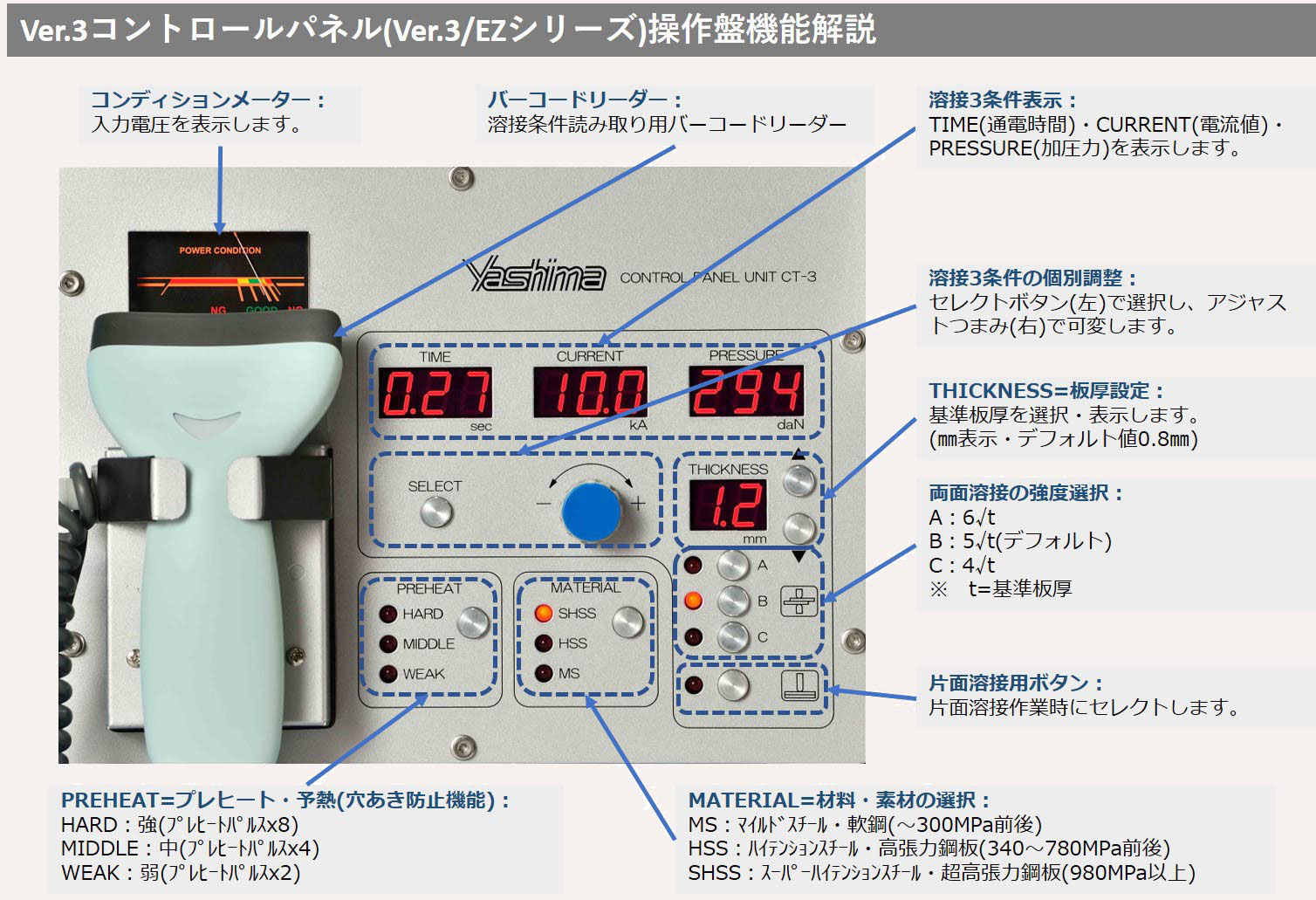
近年のスポット溶接機では、「基準板厚」を入力(選択)することにより自動的に溶接の3条件が設定され、そのまま溶接に反映される機能を持っています。
ここでは、溶接機に入力する「基準板厚」について考察し、正しい理解の下で板厚入力できる知識を身につけます。
注意:ここに記してある「基準板厚」の算定方法は、ある程度一般的に認知され且つ弊社ヤシマで採用している算定基準ですが、溶接機のメーカーや機種によっては本方法以外の算定方法を採用している場合がありますので、「板厚基準」はお使いの溶接機メーカーの推奨方法を必ずお確かめください。
基準板厚算定の定義
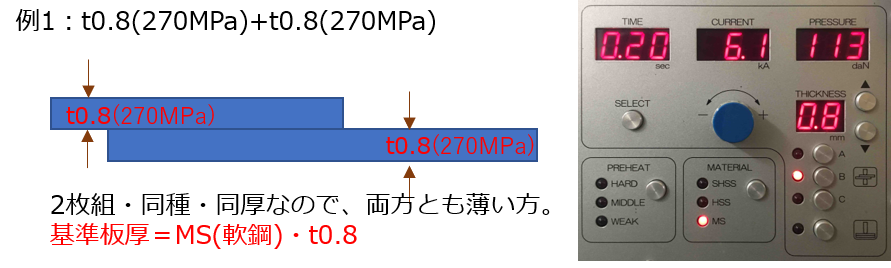
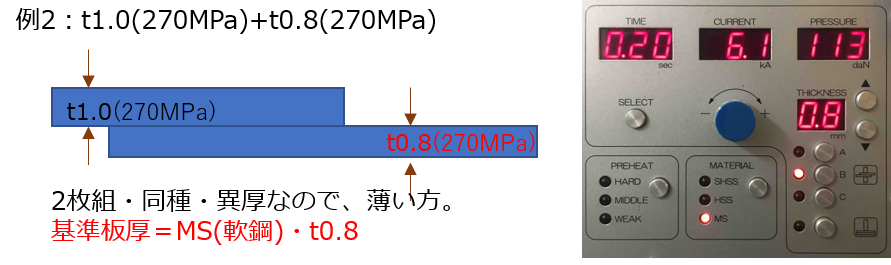
1.板組が2枚の場合、薄い方の板厚が「基準板厚」となる。
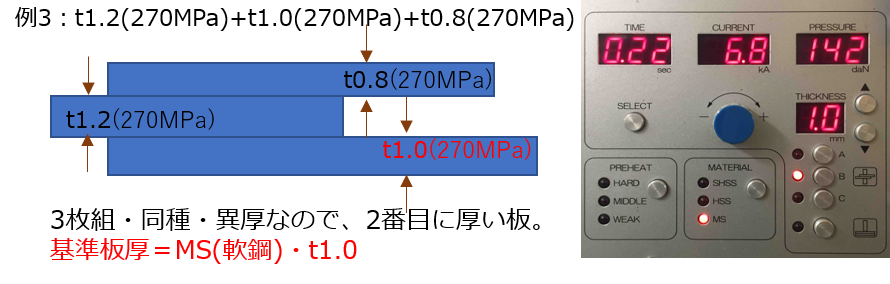
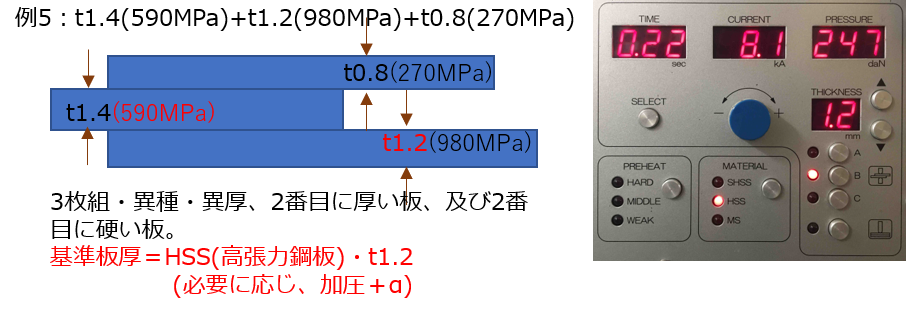
2.板組が3枚以上の場合、2番目に厚い板厚が「基準板厚」ですが、枚数が増えることにより「加圧力」を適宜増やす必要がある。
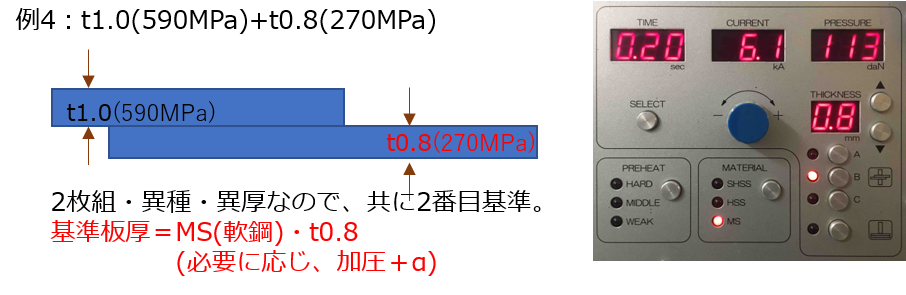
3.引張強度の異なる板組であれば、2番目に硬い板が「基準硬度」となり、必要に応じて「加圧力」を増やす。
2.板組が3枚以上の場合、2番目に厚い板厚が「基準板厚」ですが、枚数が増えることにより「加圧力」を適宜増やす必要がある。
3.引張強度の異なる板組であれば、2番目に硬い板が「基準硬度」となり、必要に応じて「加圧力」を増やす。